Streamline Production with AR & Ex-Proof Industrial Cameras
Our AR applications and Ex-Proof industrial cameras deliver real-time, secure monitoring and analytics for hazardous environments, enhancing construction accuracy and operational efficiency. By enabling remote support and smarter decision-making, these solutions improve both safety and performance on industrial sites.
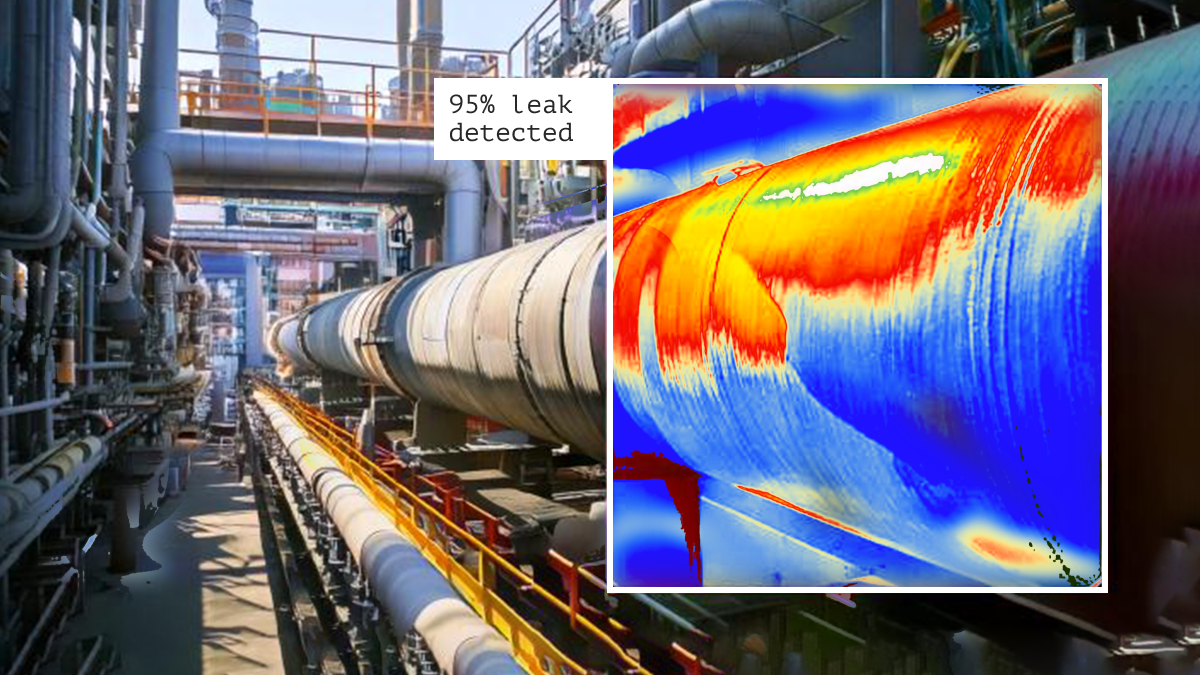
Operators gain instant access to real-time equipment status, quality control insights, and production monitoring, ensuring continuous operational efficiency and productivity.